通过认证
通过认证
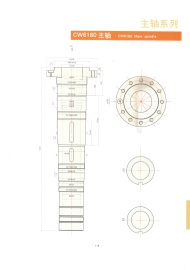
“磨床主轴ML7160高精度滚动磨床主轴”参数说明
| 适用机床:: | 磨床 | 主轴锥孔:: | 莫氏4号/莫氏5号 |
| 最大转速温升:: | 25(℃) |
“磨床主轴ML7160高精度滚动磨床主轴”详细介绍
东方精益高精度滚动轴承主轴单元,采用进口高精度轴承,具有高精度、高刚度、重承载等特点,适用于高精度机床的砂轮主轴系。
主轴性能特点:
高精度:砂轮主轴径向跳动、轴向窜动≤2 μ m。
高圆度:磨削工件圆度达到1 μ m,0.5 μ m。
应用领域:导轨磨、瓦楞辊磨等大直径、高精度、高刚度机床的砂轮主轴和200、320系列外圆磨床的工件头架。
安装方法与步骤:
1、 用干布擦除主轴表面的防锈油。严禁使用汽油、煤油等溶剂,溶剂流入轴系内损坏主轴内的轴承润滑油脂。
2、 检查电机振动是否合格,请选用合格电机。
3、 连接电机与主轴。电机与主轴连接时,要特别注意主轴与电机的同轴度(同轴度要求在0.1mm以内)。虽然主轴与电机间有结合子,但主轴在高速运转中,仍然会严重影响主轴的回转精度,在磨削时增加磨削件的波纹度。
同轴度的检测,可在主轴后端连接一个专用表杆,检测电机定位面的子口。
4、 将主轴安装在箱体上时,要注意夹紧力适当,做到即能夹紧主轴,又不引起主轴套筒变形,影响套筒内轴承运转即可。
5、 在安装使用过程中,不得敲打主轴,以免损坏轴承,破坏轴系精度。
6、 点动启动,空运转2小时。空运转正常后即可使用。
主轴性能特点:
高精度:砂轮主轴径向跳动、轴向窜动≤2 μ m。
高圆度:磨削工件圆度达到1 μ m,0.5 μ m。
应用领域:导轨磨、瓦楞辊磨等大直径、高精度、高刚度机床的砂轮主轴和200、320系列外圆磨床的工件头架。
安装方法与步骤:
1、 用干布擦除主轴表面的防锈油。严禁使用汽油、煤油等溶剂,溶剂流入轴系内损坏主轴内的轴承润滑油脂。
2、 检查电机振动是否合格,请选用合格电机。
3、 连接电机与主轴。电机与主轴连接时,要特别注意主轴与电机的同轴度(同轴度要求在0.1mm以内)。虽然主轴与电机间有结合子,但主轴在高速运转中,仍然会严重影响主轴的回转精度,在磨削时增加磨削件的波纹度。
同轴度的检测,可在主轴后端连接一个专用表杆,检测电机定位面的子口。
4、 将主轴安装在箱体上时,要注意夹紧力适当,做到即能夹紧主轴,又不引起主轴套筒变形,影响套筒内轴承运转即可。
5、 在安装使用过程中,不得敲打主轴,以免损坏轴承,破坏轴系精度。
6、 点动启动,空运转2小时。空运转正常后即可使用。